












Все продукты
-
Структурное стальное изготовление
-
Тяжелое стальное изготовление
-
Изготовление металла стальное
-
изготовления металлического листа
-
Строительная конструкция высокого подъема стальная
-
структурная конструкция железного каркаса
-
Стальной балочный мост
-
Стальной мост ферменной конструкции
-
Пешеходный мост моста
-
Prefab железный каркас
-
светлый стальной обрамлять
-
гальванизированная стальная структура
-
Изготовление нержавеющей стали
-
Стальной фонарный столб улицы
-
Надземные структуры знака
-
Стальные арочные мосты
-
Сборный балочный мост
-
 Дональд McwayneХорошие члены команды всегда предлагают бюджет во времени и отвечают на вопросы с терпением, большей работой!
Дональд McwayneХорошие члены команды всегда предлагают бюджет во времени и отвечают на вопросы с терпением, большей работой! -
 Иосиф АлександрЯ чувствую полно уважаемым принимая с Грейс и она всегда давала лучший совет. Первая серия полученных панелей моста большая тоже. большое спасибо все.
Иосиф АлександрЯ чувствую полно уважаемым принимая с Грейс и она всегда давала лучший совет. Первая серия полученных панелей моста большая тоже. большое спасибо все.
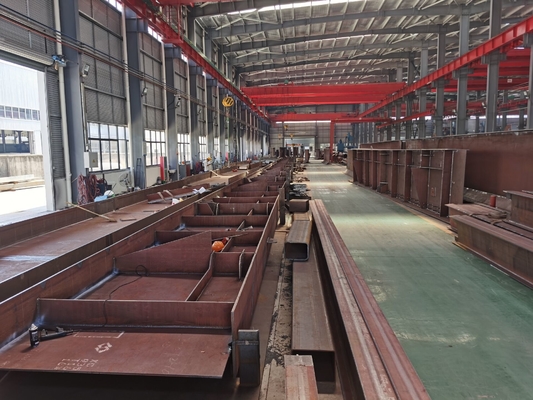
Стандарт 1554 процесса AS/NZS Австралии конструкции железного каркаса луча параллели структурный





| Место происхождения | Китай |
|---|---|
| Фирменное наименование | FASEC |
| Сертификация | CE, ISO, SGS |
| Номер модели | HZFS |
| Количество мин заказа | 20 тонн |
| Цена | USD1000-2600/ton |
| Упаковывая детали | мореходная упаковка в контейнере или сосуде большей части |
| Время доставки | Согласно потребностям клиента как 2-3 месяца |
| Условия оплаты | L/C, T/T, D/A, D/P |
| Поставка способности | 100000 тонн в год |
Подробная информация о продукте
| Материал | Сталь Q355b | Ранг | Q355b |
|---|---|---|---|
| Тип | Тяжелый | Размер | Подгонянный |
| Поверхностное покрытие | Гальванизированный или покрашенный | Цвет | Подгонянный цвет |
| Применение | Конструкция | ||
| Выделить | конструкция железных каркасов луча параллели структурная,Структурные конструкции AS/NZS 1554 железных каркасов,Конструкции AS/NZS 1554 железного каркаса FASEC структурные |
||
Характер продукции
Стандарт 1554 AS/NZS Австралии аттестовал структурное стальное изготовление конструкции
Заварка процесс производства и метод для присоединения к металлов или других термопластиковых материалов как пластмассы посредством жары, высокой температуры, или высокого давления. Много источников энергии для современной заварки, включая пламя газа, дугу, лазер, луч электронов, трение и ультразвуковое.
Заварка дуги при ручной сварке и газ СО2 защищали сваривая потребляемые вещества и оборудование
1. Электрод должен быть высушен в высокотемпературной суша коробке, и число времен электрод должен быть высушен не должно превысить два раза.
2. Упаковка сваривая провода должна быть в хорошем состоянии. Если она повреждена, то сваривая провод должен частично быть сброшен если он загрязнен, то, изогнутый или disordered.
3. Очищенность газа СО2 не должна быть ниже чем 99,9% (коэффициент тома), содержание воды должна быть ниже чем 0,05% (коэффициент веса), и бутылка должна быть остановлена когда высокое давление в бутылке ниже чем 1MPa.
4. Напряжение тока сварочного аппарата должно быть нормально, заземленный кабель должно быть отжато твердо, контакт должно быть надежно, кабель и сваривая схваты не должны быть повреждены, фидер провода должен мочь кормить провод равномерно, и труба газа должна быть свободна утечки или засорения воздуха.
Процедуры по и общие требования заварки установки
Общая последовательность заварки является следующим: подогрев → осмотра пре-заварки и установка → удаления ржавчины сваривая осмотра → → пусковой площадки и плиты забастовки дуги сваривая
1. Перед заваркой, проверите количество угла канавки, тупой кромки, зазора и смещения, и извлеките пятна ржавчины, пятна масла, масштабы железной окалины, etc. в пазе и на обеих сторонах.
2. подогрейте. Перед заваркой, используйте заварку газа или особенное печь оружие равномерно для того чтобы нагреть паз и основной металл не позднее 100mm на обеих сторонах, и измерить температуру с поверхностным термометром для предотвращения температуры от встречи требований или местной оксидации поверхности, и подогревайте температуру.
3. перепроверьте подогревая температуру, если температура нет достаточно, то оно быть подогрето для того чтобы сделать его соотвествовать.
4. При установке сваривая подкладочной плиты и плиты дуги поражая, поверхностные требования к чистоты эти же как поверхность паза. Подкладочная плита и основной металл должны близко быть прикреплены, и плита дуги поражая и основной металл должны быть сварены твердо.
5. сваривать: Сваривая шарик первого слоя должен загерметизировать связь между основной металл и подкладочная плита в пазе, и после этого аккумулирует сваривая слой слоем до тех пор пока паз не заполнен. После каждого сваривая шва завершает, сваривая шлак и распылите извлечься. Если там сваривают дефекты, то они должны извлечься и отремонтироваться во времени.
6. Соединение необходимо сваривать непрерывно. Если заварка остановлена halfway как последнее средство, то она должна быть обработана с консервацией жары и медленным охлаждать. Перед re-заваркой, она должна быть подогрета согласно регулировкам.
7. заварка должна быть остановлена в случае дождя или снега, и должно быть ветровые защиты и сен вокруг и над сваривая соединений компонентов. Заварка должна быть остановлена когда скорость ветра больше чем 5m/s. Когда температура окружающей среды ниже чем нул, измерения подогрева и пост-топления должны быть приняты согласно регулировкам.
8. Сталь углерода структурная должна быть охлажена к температуре окружающей среды в сварке, и сталь низко-сплава структурная должна быть испытана на обнаружение рванины сварки через 24 часа после завершения.
9. сварщики и контролеры должны заполнить внутри форму работы рекордную осторожно.
Сваривая последовательность и параметры процесса для типичных соединений
1. Когда верхние и более низкие столбцы без волочений сварены симметрично до 1/3 из толщины плиты 2 сварщиками на обеих сторонах, отрезок с волочений.
2. После этого 2 сварщика симметрично сваривают до 1/3 из толщины плиты на обеих сторонах на стороне отрезанной плиты уха.
3. 2 сварщика будут ответственны за заварку 2 прилежащих катетов соответственно.
4. Соединения шарика сварки между каждым 2 слоя должны быть расположены ступенями от одина другого. Соединения шарика сварки сваренные 2 сварщиками должны также обратить внимание staggeredness каждого слоя. Во время сваривая процесса, внимание должно быть обращено обнаруживать температуру между слоями.
5. сваривая параметры процесса:
Газ СО2 защищал сваривать: диаметр провода Φ1.2mm, настоящее 280~320A, сваривая скорость 350~450mm/min
Длина расширения провода: около 20mm, подача 25~80L/min газа,
Напряжение тока 29~34V, температура 120~150℃ прослойки
Тип заварки
1. дуговая сварка электрода:
Принцип - метод дуговой сварки для сваривать с рук-работаемым электродом. Используя стабилизированную горящую дугу установленную между электродом и weldment, электрод и weldment расплавлены для того чтобы получить твердое сваренное соединение. Оно принадлежит предохранению от соединения газ-шлака.
Особенности основы - гибкая деятельность; низкие требования к собрания для соединения быть сваренным; широкий диапазон weldable материалов металла; низкая сваривая урожайность; сильная зависимость на качестве сварки (в зависимости от навыков и приобъектного представления сварщика работая).
Применение - широко использовал в судостроении, боилерах и сосудах под давлением, производстве машинного оборудования, структурах здания, химическом оборудовании и других производстве и индустриях обслуживания. Соответствующее для сваривать различных материалов металла, различных толщин и различных структурных форм (в вышеуказанных индустриях).
2. Погруженная в воду дуговая сварка (автоматная сварка):
Принцип - ожога дуги под слоем потока. Сварки сформированы путем плавить провод, поток и основной металл (сварку) используя жару произведенную дугой горя между проводом и weldment. Предохранение от шлака.
Особенности основы - высокая сваривая урожайность; хорошее качество сварки; низкая сваривая цена; хорошие трудовые условия; трудный для того чтобы сварить в космосе; высокие требования для сваривать качество собрания; плохой) и короткие сварки.
Применение - широко использовал в судостроении, боилерах, мостах, поднимаясь машинном оборудовании и металлургическом производстве машинного оборудования. Погруженную в воду дуговую сварку можно использовать для любого weldment где сварку можно держать в горизонтальном положении или с небольшим углом наклонения. Толщина плиты должна быть больше чем 5 mm (анти--ожог до конца). Сваривая стального углерода структурная сталь, низкого сплава структурная, нержавеющая сталь, высокотемпературная сталь, составная сталь, etc.
3. Газ углекислого газа защищал сваривать (автоматическая или полуавтоматная заварка):
Принцип: Жидкий метод дуговой сварки электрода использующ углекислый газ как защищая газ. Предохранение от газа.
Особенности основы - высокая сваривая урожайность; низкая сваривая цена; небольшая сваривая деформация (сконцентрированное топление дуги); высокое сваривая качество; простая деятельность; высокий распылите тариф; трудный для того чтобы сварить с мощьности импульса; плохое сопротивление ветра; Металл.
Применение - главным образом сваривая низкоуглеродистая сталь и низкая легированная сталь. Доступный в различных толщинах. Широко использованный в производстве автомобиля, производстве локомотива и корабля, химическом машинном оборудовании, сельскохозяйственной технике, машинном оборудовании минирования и других отделах.
4. Заварка MIG/MAG (плавить весьма инертный газ/активный газ защищал сваривать):
Принцип заварки MIG - метод дуговой сварки используя инертный газ как защищать газ и сваривая провод как плавя электрод.
Защищая газ обычно аргон или гелий или смесь из этого. MIG использует инертный газ, и MAG добавляет небольшое количество активного газа, как кислород, углекислый газ, etc., к инертному газу.
Особенности основы - хорошие сваривающ качество; высокая сваривая урожайность; отсутствие реакции дезоксидации и разводороживания (легкой для того чтобы сформировать сваривая дефекты, особенно строгие требования для поверхностной чистки сваривая материалов); плохое сопротивление ветра; сложное сварочное оборудование.
Применение - смогите сварить почти все материалы металла, главным образом используемые для сваривать цветных металлов и их сплавов, нержавеющей стали и некоторых легированных сталей (слишком дорогих). Самая тонкая толщина около 1 mm, и максимальная толщина по существу неограничена.
5. Заварка TIG (инертный газ вольфрама защищал сваривать)
Принцип - под защитой инертного газа, дуга произвела между электродом вольфрама и weldment использует для того чтобы расплавить основной металл и провод заполнителя (или без провода заполнителя) для того чтобы сформировать сваривая метод сварки. Электроды не плавят во время заварки.
Основа отличает - сильной приспособляемостьью (стабилизированная дуга, никакая распыливает); низкая сваривая урожайность (электрод вольфрама имеет плохую допустимую силу тока (плавить и испарение электрода анти--вольфрама, шов анти--вольфрама сваривая)); высокая цена производства.
Применение - почти все материалы металла можно сварить, обыкновенно использованный для сваривать нержавеющую сталь, жаростойкие сплавы, алюминий, магний, титан и их сплавы, тугоплавкие активные металлы (цирконий, тантал, молибден, ниобий, etc.) и металлы isobell. Сваривая толщина вообще чем 6 mm, или нижняя заварка толстых частей. Используя малоугольный паз (узкую технологию паза) могут осуществить автоматическую заварку TIG узких зазоров с толщиной больше чем 90mm.
![]()
Порекомендованные продукты